- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski

Десет минути за да го прочитате и разберете буквар за екструзија на алуминиум
2025-02-21
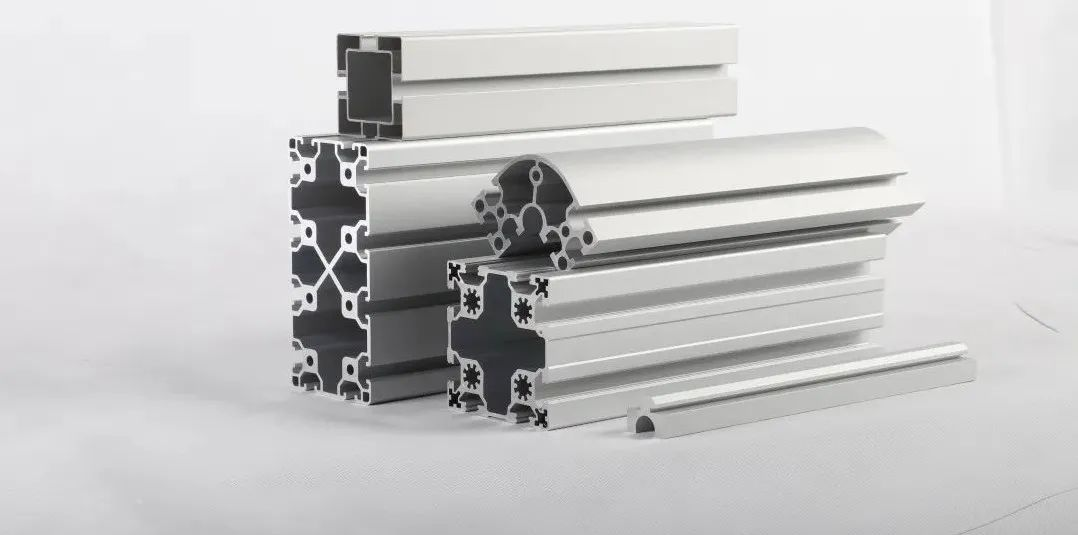
Како прво, да се разбере формирањето на алуминиумски профили, односно алуминиумски инготи или шипки низ трите процеси на топење и леење, екструзија и третман на површината. Ова резултира во алуминиумски профили со различни форми на пресек. Алуминиум инго, алуминиумска лента, е најпримитивниот материјал од сите алуминиумски профили, должината од 8-12 метри, со дијаметар од D90mm, D105mm, D120mm, D178mm на четирите видови, домашниот конвенционален е 6063 материјал.
1, кастингот е првиот процес на производство на алуминиум, главниот процес за состојките, топењето, леењето.
2 、 Екструкцијата е средство за обликување на профилот, прво преку сегменталниот дизајн за да се создаде калап, а потоа користете го екструдер за да ја екструдирате загреаната тркалезна леана лента од калапот за да се формира.
3 、 Површински третман е третман на површината на профилот, генерално, најчесто се користи е анодизиран алуминиум, за да се претстави површина од песок, светло бело и оксидациско боење на визуелните ефекти на површината.

Завршените профили на алуминиум можат да се поделат во две категории, еден е архитектонските профили на алуминиум, главно користени во нашиот секојдневен живот, како што се алуминиумски врати и прозорци, алуминиумски завеси wallид во нашите животи може да се видат насекаде; Другиот е индустриски профили на алуминиум, главно користени во индустриското производство и производство, како што се автоматизирана машинерија и опрема, скелетот на заштитното покритие, како и компаниите според нивните сопствени машини и побарувања за опрема, како што е, како што се склопувањето на лентата за склопување, лифтовите за дистрибуција, машините за дистрибуција, машините за тестирање, полиците, полиците и така натаму, електронската машина за машини со мнозинство.
Процес на производство на профил на алуминиум накратко
Топење и кастинг
Топењето и леењето е првиот процес на производство на алуминиум, главниот процес е:
(1) Состојки: Според специфичниот број на H *** што треба да се произведе, пресметајте ја количината на различни компоненти на легура што треба да се додадат и разумно одговараат на различните суровини.
(2) Топење: Суровините ќе се совпаѓаат според барањата за процесирање за да се приклучат на топењето на печката за топење и преку де-гаснење, де-омаловажувачки рафинирани средства за топење во згура, гас ефикасно отстранет.
(3) Кастинг: Топената алуминиумска течност се лади и се фрла во различни спецификации на шипки за леење преку длабоки системи за кастинг под одредени услови на процесот на кастинг.
Стиска
Екструкцијата е средство за обликување на профилот. Прво според дизајнот на пресек на производот на профилот, производството надвор од калапот, употребата на екструдер ќе се загрева тркалезна лента од формирање на екструзија на мувлата. Најчесто користена легура од одделение 6063, во истиснувањето исто така користат процес на калење со ладење на воздухот и неговиот последователен процес на вештачко стареење, со цел да се заврши зајакнувањето на термичкиот третман. Различни оценки на засилени легури што можат да се лекуваат со топлина имаат различни режими на термичка обработка.
Боење (прво ќе се фокусираме на процесот на оксидација) прво)
Оксидација: Екструдиран профил на алуминиумска легура, неговата отпорност на корозија на површината не е силна, мора да биде преку третманот на површината на анодична оксидација за да се зголеми отпорноста на корозијата, отпорноста на абразија и појавата на естетиката на алуминиум.
www.zgmetalceililing.com
https://www.zgmetalceililing.com/c-channel-grid-system-rectangular-aluminum-metal-ceiling.html
Неговите главни процеси се:
(1) Пред -третман на површината: Хемиски или физички методи за чистење на површината на профилот, гола чиста матрица, со цел да се олесни стекнувањето на комплетен, густ вештачки оксиден филм. Може да се добие и со механички средства огледало или никаква светлина (мат) површина.
(2) Анодична оксидација: По површината предтретман на профилот, под одредени процесни услови, се јавува анодична оксидација на површината на подлогата, генерирајќи слој на густа, порозна, силна адсорпција на филмскиот слој AL2O3.
(3) Запечатување на порите: Порозните пори на мембраната на порозниот оксид филм генерирани по анодична оксидација се затворени, така што оксидниот филм е анти-загадување, подобрена е отпорна на корозија и перформанси отпорни на абење. Филмот оксид е безбоен и транспарентен, користејќи ја силната адсорпција на оксидниот филм пред да ги запечати дупките, адсорпцијата и таложењето на некои метални соли во мембранските дупки, што може да го направи изгледот на профилот за да ја покаже бојата (сребро-бела), освен бојата на многу бои, како што се: црна, бронзена, златна и нележна челична боја.


